数控车床G3编程实例如下:
O0010(程序号)
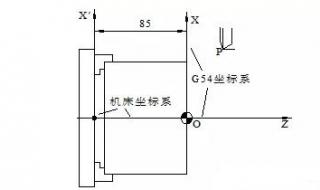
N5 G90 G54 G17(进入绝对坐标系,以G54坐标系为基准,XY平面选择G17)
N10 T1 M6(选择刀具1,执行刀具换装)
N15 S1000 M3(主轴转速设定为1000rpm,正转)
N20 G0 X0 Y0 Z20(快速移动到工件坐标系原点,Z轴上升20mm)
N25 G1 Z-2. F200(以200mm/min的进给速度,在Z轴上下降2mm)
N30 X20. Y10.(沿X轴和Y轴移动到坐标(20,10))
N35 G2 X30. Y0. I5. J-5.(顺时针圆弧插补,以I5,J-5为圆心,终点坐标(30,0))
N40 G1 X50. Y10.(沿X轴移动到坐标(50,10))
N45 Z5.(Z轴上升5mm)
N50 G1 Z-2. F200(以200mm/min的进给速度,在Z轴上下降2mm)
N55 X40. Y20.(沿X轴和Y轴移动到坐标(40,20))
N60 Z5.(Z轴上升5mm)
N65 G1 Z-2. F200(以200mm/min的进给速度,在Z轴上下降2mm)
N70 X20. Y30.(沿X轴和Y轴移动到坐标(20,30))
N75 Z5.(Z轴上升5mm)
N80 G1 Z-2. F200(以200mm/min的进给速度,在Z轴上下降2mm)
N85 X0 Y20.(沿X轴和Y轴移动到坐标(0,20))
N90 G2 X-10. Y10. I-5. J5.(逆时针圆弧插补,以I-5,J5为圆心,终点坐标(-10,10))
N95 G1 X0 Y0(沿X轴和Y轴移动到坐标(0,0))
N100 M2(程序结束,机床停止)
以上是数控车床G3编程实例,可以通过修改坐标和参数实现不同的加工工艺。
数控车床g3编程实例 扩展
G3是数控车床中常见的编程指令之一,用于控制刀具沿圆弧插补。以下是一个简单的G3编程实例:
假设要将工件上的一段圆弧加工出来,圆弧起点为(X1,Z1),终点为(X2,Z2),半径为R,刀具选择为T01。则对应的G代码程序如下:
```scss
G0 X1 Z1; 定位到圆弧起点
G1 Z2 F0.2; 切削到圆弧终点,并设置进给速度为0.2mm/r
G2 X2 Y0 I0 J-50; 加工一段半径为50的顺时针圆弧
G0 Z1; 返回圆弧起点
```
其中,G2指令用于控制刀具加工顺时针圆弧,X、Y坐标指定了圆弧终点的位置,I、J坐标指定了圆弧的圆心坐标,R参数指定了圆弧的半径。在这个例子中,我们假设工件的原点在圆弧中心,因此没有指定Y坐标,而J坐标为负数表示逆时针圆弧。
需要注意的是,以上程序只是一个简单的示例,实际应用中还需要根据具体工件形状和加工要求进行相应的调整和优化。


本文《数控车床g3编程实例 数控车床编程实例》希望能帮助到你!